后视镜喷涂用旋转治具(后视镜喷涂系统)
旋转治具设计也包含R技术。

旋转喷涂的重要治具设计对涂膜性能和喷涂成本,品质都具有很大影响。即使工件挂靠的位置和倾斜度也是重要影响因素。旋转治具设计是旋转喷涂「R技术」重要的技术之一。
为了不让机械手进行无谓的动作,挂靠工件
后视镜底座零部件

后视镜底座零部件
后视镜底座零部件挂靠旋转治具的实例。 将工件排列在直径约500mm圆形范围以内,将需要喷涂的面朝外围放置。把旋转的工件作为机械手动作的示意图。把可以看见简单的机械手轨迹线的位置作为底座工件的放置位置。以这个位置进行受治具的设计。
后视镜罩盖零部件

后视镜罩盖零部件
后视镜罩盖零部件挂靠旋转治具的实例。 此工件与旋转的示意图相比较,只是简单被绘制为圆柱形图像。以其外围进行机械手示教,不做无谓的机械手动作,短时间内实现薄膜的多层喷涂。
将机械手的动作图像化
机械手的动作及喷涂条件
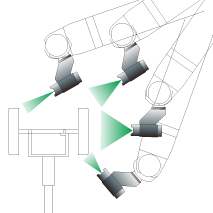
无谓的机械手动作对喷涂时间有很大的影响。 旋转工件绘制为圆柱形或圆锥形。外围作为一面。针对此面,机械手以不做多余的动作进行示教。与通常的网涂和固定工件的示教不同的是向迎面的工件进行喷涂,机械手的示教及其简单。(圆盘软件包,手机软件包)
受治具设计
后视镜零部件的治具设计实例

设计治具时考虑要素
- 后视镜零部件喷涂用受治具是根据工件挂靠位置和纵置横置及喷涂时间等各种要素考虑设计的。
- 生产量・机械手动作・膜厚・挂漆・透漆不良
工件的移载
考虑治具的摘取

考虑工件挂靠的简便性
旋转喷涂使用的治具必须在喷涂时紧固工件不脱落。另外挂靠摘取时,如果作业性差也会对生产性和品质产生影响。
治具的种类
以工件形状和条件的治具设计实例

后视镜用治具基本上分为平置工件(横挂)和纵置(纵挂)。不仅考虑涂料的性能,膜厚及品质,时间单位的生产量,喷涂时间等的要求,而且以机械手不发生无谓动作来进行选择。
(左)平置4个旋转治具
机械手不做无谓的动作,利用及其简单的动作实现薄膜的多层喷涂。(后视镜罩盖)
(中)平置3个面朝下的旋转治具
后视镜边缘和中间的喷涂治具实例。(后视镜本身)
(右)纵置3个旋转治具
后视镜底座进行细节的全体喷涂。(后视镜底座)
设计治具时考虑的所有问题点
喷涂成本根据治具设计的情况会产生很大的变化。将各类要素形象化设计最适合的治具(包括工件的倾斜度)。
喷涂时间和生产量
把握1个治具所能挂靠的个数。
喷涂所有范围和机械手的动作
将喷涂处,无需喷涂处和可能下垂的地方,雾化不良处形象化。
挂靠,摘取,移载
考虑移载机械手移载和旋转喷涂时,挂靠的工件不移动・不脱落,卸下及检品时易于摘取的方法。
治具尺寸
工件挂靠时的圆形尺寸设计为直径500mm以内。
机械手的动作
治具旋转时将机械手不做无谓动作形象化。
不是垃圾不良的原因
以多余漆雾和难以附着浮游漆渣的构造为考虑点。

考虑生产量,膜厚,喷涂时间,移载等进行设计。
自选・相关产品
更新日期:2017年7月21日